陪伴日趋激烈的国内汽车商场,各汽车主机厂的主题比赛力概略可总结为制型、功能及质料三大方面。越发是汽车质料这一方面,最或许表示一款汽车的口碑,也会间接的影响商场认同及发卖本事。
汽车制作行为一个编制化的制作工程,而行为汽车整车制作进程中最紧张的工序之一的车身制作,功课实质纷乱且质料目标恳求高。车身制作进程的紧张质料目标大凡分为车身尺寸质料、焊接质料、外观质料、般配质料等,此中车身尺寸质料是最影响整车装置性的质料目标之一。目前国内对待车身制作进程中的车身尺寸的检测形式民众采用线下检测,即采用双悬臂丈量仪正在专业的三坐标丈量室(恒温恒湿)内对车身实行检测(如图1所示),平常一条车身坐褥线单班次逐日丈量样本不会抢先2台份,且丈量周期长,大凡为2-3小时/台车,检测陈述修制周期约为0.5小时。大凡获得当日车身坐褥进程中尺寸陈述必要自线小时驾驭,而此时坐褥线已经持续坐褥,假设车身尺寸状况存正在较大偏向,题目车身已坐褥62.5~87.5台车(以25JPH为例)。无法做到实时反应车身差错讯息,若发作不行修复性的车身尺寸偏向,所发作的失掉不行预估。

为管理此类题目,国内局限主机厂已认识到车身制作进程中正在线检测手艺的紧张性,而且局限主机厂已加入运用固定式正在线检测手艺,如红外线正在线检测手艺。但因为固定式的局部性,功效不足理念,检测地点较为简单且只可检测简单车型,无法满意车身实践坐褥进程中的质料必要。为此一种柔性化的车身尺寸正在线检测手艺正在车身制作进程中的运用势正在必行。
目前国内汽车白车身坐褥线起色日初月异,为呼应国家提出的“中国制作2025”这一中央,柔性化、自愿化、智能化及高节奏是另日汽车白车身坐褥线开拓的趋向,怎么满意这一趋向是目前车身制作进程正在线检测刻禁止缓的一大课题。
固定式、简单车型的正在线检测手艺已不行满意目前白车身坐褥线柔性化需求,为此正在线检测手艺也应具备柔性化效用。目前全国上车身尺寸检测配置相对照较完竣(闭键有红外线、蓝光、白光等检测编制),而柔性化的检测手艺需完竣的车身尺寸检测配置及可满意必然搬动轨迹的载体即可实行,此中载体应同时具备地点度及反复定位精度恳求。详细项目可依照差别需求可采用差别的工装活配置行为载体,而目前以机械人行为载体是相符车身柔性化制作需求的最佳对象(如图2ab所示)。
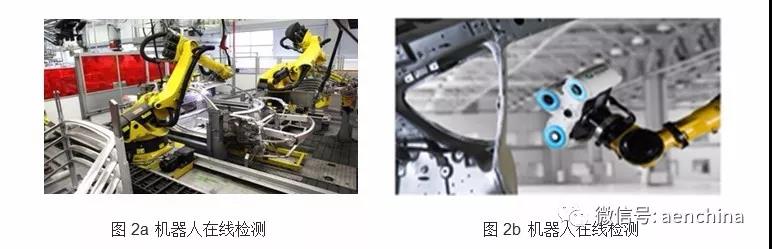
古板的车身检测形式因为检测周期长且只可对车身实行抽检。而机械人正在线检测手艺可能实行非接触、火速等检测便宜,不单或许火速反应车身尺寸讯息,并且也可表示出车身尺寸趋向及紧张车身尺寸偏向正在线预警效用,或许实时为工艺剖判矫正供给依照,相符另日车身制作自愿化、智能化及高节奏的质料需求。
此中行为输入端的是视觉拍摄编制并对付测对象实行数据搜求。平常构成局限是半导体激光束行为讯息的输入端,可实行与待测对象不实行接触(古板检测编制采用接触式)、对付测对象的特色实行讯息搜求。该输入端的手艺参数恳求:作事间隔200mm驾驭、精度±0.05mm、判袂率0.01mm、判袂率0.01mm及相干的安定辅助支架等。

以平常的白车身自愿化坐褥线为例,正在线台正在线检测机械人(详细依照实践需求为准),通过3D数据模仿仿真,并联合线体的实践安排及既定坐褥节奏,最大节制满意需求的条件下,最终显着正在线检测机械人的安排地点及数目。
以30JPH的白车身自愿化焊装线为例,滑橇的转运(包罗起落)时光约为18s,单个检测点的花费时光约2-2.5s。综上,装备4台正在线检测机械人可实行检测点的最大数目为:【(120-18)/2】*4=204个。
白车身焊装线平常共由五个闭节区域构成:侧围区域、发舱区域、前地板区域、后地板区域及车身骨架区域。若仅修立一个工位的正在线检测编制,尽或者众的修立检测点,则对待白车身检测功效越显著,正在仿真模仿前,参考古板三坐标检测点并依照检测点的紧张水准实行预设定检测点,依照预设定检测点地点实行数字化模仿仿真,并依照现场实践验证结果行为导向从而最终确认检测点地点及数目。
3.1.3 正在线)焊装自愿线通过滑撬将待测白车身骨架转运至机械人正在线检测工位,待车身定位完结后,统制器给正在线检测工位统制器发射“到位”信号、统制器给正在线检测编制统制柜发射“车型”信号、统制柜向检测机械人唆使“启动”信号、机械人接到信号后运转、机械人将每个检测点的检测值向检测统制器发射“丈量恳求”和“测点ID”信号、待检测统制器发回的“丈量完结”信号、正在线检测编制接到信号后启动丈量并对检测结果实行纪录、再通过检测剖判软件实行措置。单个检测点闭幕后持续向机械人发射“丈量完结”信号、机械人收到“丈量完结”信号后起初向下一检测点运转,直至完结总共既定检测点的丈量。
通过机械人正在线检测编制的运用,既可实行对坐褥进程中格外车身尺寸震荡的预警,又可实行检测数据库的搭修。
①通过对进程格外车身尺寸示警,规避了批量题目车身的坐褥且或许正向识别题目,低浸不足格产物数目;
②车身检测数据库的搭修,通过对指准时光段的车身数据汇总剖判,有利于逆向识别整车装置所发作的题目地点,便于题目管理,抬高题目管理作用。
①信号输入轨则在检测进程中应确保与检测点的投影面依旧笔直状况,越亲热90°,检测精度越高,反之,精度越差;
②机械人正在线检测编制中机械人本体正在统一模样差别温度(极限温度与平常温度)境况下运转进程中震荡较大,经不齐备统计,精度震荡值正在0.2mm驾驭。非极限温度下,震荡可粗心不计;
③检测点应选用特色显著的点,统一台车经正在线检测后用古板三坐标丈量仪检测后涌现,特色越显著的检测点,正在线检测的丈量精度越高;
4.1 白车身焊装线总共车身闭节检测点都可实行100%检测,并可针对格外车身实行预警,规避批量题目车身坐褥,低浸企业不足格品所产天生本,同时抬高检测作用。
4.2 白车身正在线检测可实行车身尺寸数据库搭修,通过对指准时光段的车身数据汇总剖判,有利于逆向识别整车装置所发作的题目地点,便于题目管理,抬高题目管理作用。
 微信扫一扫打赏
微信扫一扫打赏
 支付宝扫一扫打赏
支付宝扫一扫打赏


