本尺度实用于批量临盆的汽车线束。它形容了线束安排及其正在车辆中的安设框架。同时,它设立筑设了宝马和供应商之间的条件和测试。
当电缆通过差异的温度区域布线时,应防备电缆机能正在全面长度上均适合条件。如有疑难,应实行温度丈量以确保精确采用.
电缆穿过的地方,比如搭钮或任何样子的呆板运动电缆都必需经历尺寸调动,而且必需依照各个车辆的条件思虑柔韧性.
电流降额还大概实用于境遇温度升高或电缆绑缚的区域。然后,应正在整车或试验室汽车电气编制测试中验证得出的结果.
只可利用BMW遵照以下规格公布的电缆。电缆的采用应试虑其热,电,化学和呆板负荷,并正在附图中实行界说。
倘若几个宛如的插入式贯穿器相互紧邻安插,则应采用呆板上和颜色上差异的编码外壳,以防守它们相易或混杂
带有预拼装二级锁定机构的护套应交付到线束创筑商,并正在外壳处于预啮合地位的情状下将附加锁机构交付。惟有正在外壳上悉数触点统统啮合后,才应封闭附加二级锁定器。辅助锁是否精确插入的测试应正在100%性能查抄的限度之内。
只可利用图纸上指定并经BMW许可的接线端子。应防备确保苦守图纸上指示的横截面积。依照零件图巡视端子的安排质地
只可利用图纸上指定并经BMW许可的接头和接地梳。这些贯穿器的安排形式是将触头手动插入预接合地位。然后,应利用适合创筑商条件的器械将其推入终端地位。正在此地位,触点不成拆卸地接合.
防备倘若因为滞碍装置而须要从头加工触点,则可能通过触点创筑商指定的解锁器械将触点从其啮合前的地位拆下,然后再次插入。可是,倘若接触处于最终啮合地位,则解锁历程将导致舍弃。接触器大概不再利用,并应借助创筑商指定的辅助摆设用新零件调换.
惟有经BMW答应的压接接头技能用于临盆众压接接头。临盆众卷曲接头所需的夹子应适合BMW图纸的规格。
倘若纵向对线束实行水密封,则应正在图纸上规则要密封的区域。纵向密封应适合GS 95008–5和QS 61010的规则。
规矩上,用于临盆密接口的单导体密封元件应通过具有为此目标特意安排的组件安设模块的主动电缆措置摆设临盆
倘若安排或经济上不允诺利用全主动加工摆设,则应安排手动事务地点,以使以下操作正在半主动呆板上按递次加工操作实行。应规则正在此历程中不行取出电缆


·正在运输配有一形式贯穿器的预制单导体时,应避免触头损坏。应对这种出格防备事项实行长电缆的措置(大于3米)
整车散装料的最大允诺积聚期为8个月。创筑日期应由电缆创筑商正在包装上证明。线束创筑商应肩负操作和维持适当的库存限定编制,以适合此条件。
5.2 线 电缆裁切应利用适当的切割摆设来切割电缆。待切割的单根电缆的长度应由线束创筑商确定
除非正在图纸中指定了长度,不然应避免长渡过大倘若正在主动切割摆设上加工敏锐触点,则最好将其对接正在呆板的第二侧,以防守退出时大概形成的损坏
5.2.2 剥线剥线的长度应由专用器械代庖。剥线的长度应由线束创筑商正在思虑实用表率的情状下确定
电缆的单个导体不应因剥线而损坏或分隔。倘若剥开的电缆没有登时实行进一步措置,则应守卫剥开的端部不散开具有孤单的扇出守卫且尚未拆除的预切割电缆应正在8周内实行措置
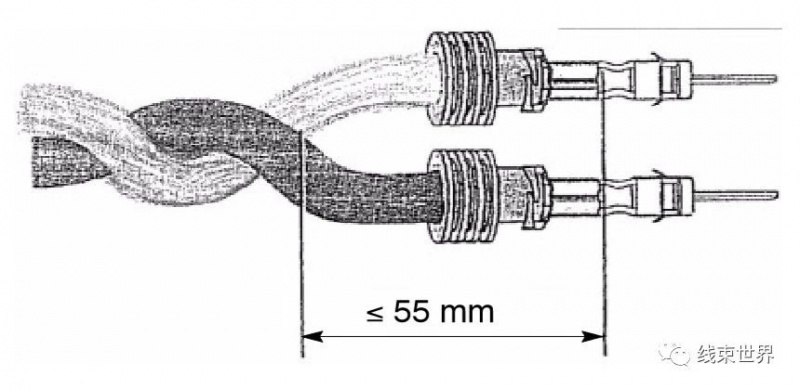
无论有无单线密封,电缆两头的未绞合电缆长度均不得赶过55 mm。预期的丈量从线的终局延长到第一层的出手,请参睹图1.
倘若SRS电道中的可条件长度小于200毫米,而且无法绞合电线,则可能将单根电缆并行布线,并用绝缘套管固定正在沿途。正在任何单个电道中,这仅允诺一次。
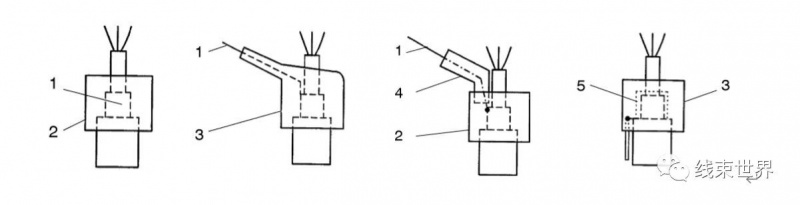
应利用橡胶或热缩管(请参睹图2)守卫具有盛开式障蔽端的电缆,以防守电缆护套和要障蔽的电缆之间发作短道。倘若正在该区域存正在强制性守卫帽,则不实用.
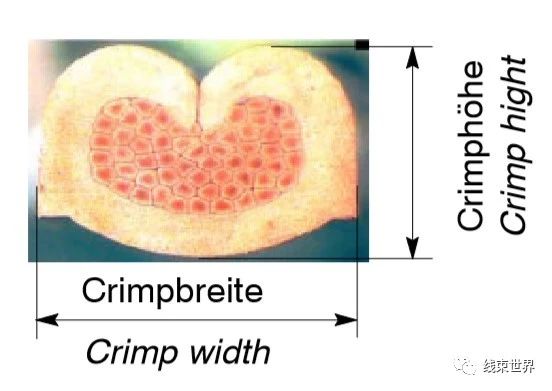
压接端子应遵照实用的图纸规格实行,并适合相合创筑商的最新加工条件。压接轮廓以及实用于各式横截面的压接高度应由创筑商确定。必需端庄苦守指定的轮廓和尺寸。刀具轮廓的精确分派应依照导线的横截面和待加工的触点实行
正在≤6mm2的横截面限度内,装置的电缆中存正在的绞合线%。数学上确定的数字永远四舍五入为整数,即疏忽小数点后的地位.
双引线触点仅允诺正在图纸上指示该选项的触点上利用。规矩上,只可将横截面相像的电缆动作双引线端子。只可利用经历出格用处许可的横截面。
双引线端子可知足出格条件的措置牢靠性,是以可能仅正在出格装备的主动化呆板进取行措置(比如Komax 42,43,50,alpha,Megomat ASM 3200; Penta,ARA)
出于历程牢靠性的思虑,接线端子上的众个引线端子仅正在出格情状下才是合理的。正在悉数其他情状下,应优先利用单引线焊接电气贯穿
安设正在动员机舱内的电缆接线片,安设正在车载电网侧面的电缆接线片须要特殊的密封中断软管和热熔胶.
热缩管/异型热缩管(依照GS 95008–5和QS 61010)仅用于绝缘目标,而且用于纵向紧闭接线端子,贯穿器等以防守水进入。
热缩管的类型和长度以及正在润湿部门所需的用于插入电缆和接点的胶粘剂应与热缩管的创筑商团结确定并经其占定。热缩管应依照创筑商的最新实用加工表率实行创筑。
中断套筒应到达最大中断率的80%,而且正在中断历程之后,可确保密封区域无皱纹。5.4.2.1 中断温度
湿润和外部区域的胶套可能用适当的粘合剂粘合,以杀青更好的定位。为此目标所需的规格应参考相应线束部门的图纸。
正在希奇容易发作水溅或易受呆板应力或热应力影响的区域(比如,座,排气区域),电缆套件可依照DIN EN 60684–1装备绝缘套,倘若温度负荷较高,则应采用BMWS60077.0的绝缘套大概适合。
绝缘套管应正在抽头(分支电缆)上相互压入20 mm并粘结正在沿途。时时不行杀青水密粘合。安排线束时应记得这一点。
必需遵照BMW画图No.1435271.3来标识线束并带有标识标签。测试日期也应印正在标签上。标签必需正在凯旋落成100%性能测试后实行,而且应以不成褪色的形式粘贴。或者,可能正在性能测试通事后为线束供应附加的测试标签。该标签应以相像形式仅正在通过测试后由打印机签发。
筑树好器械后,应查抄和记载一次压接宽度,同样用于导体和绝缘压接。查抄之后,还应查抄并记载导体从压接贯穿处抽出的力是否适合标称值.
对付任何样子的不章程性,导体和绝缘压接的视觉查抄都应动作丈量工程查抄的添补,而且也应记载正在案。
倘若正在密封的防水外壳中利用盲塞密封自正在腔,则必需正在拼装历程的下逛通过测试摆设确认这些密封元件的精确安设。盲塞的质料必需与导线密封的质料相对应。
·精确安设单导体密封元件以及任何大概须要的假插头。必需行使最低气压为0.5bar的压力来验证贯穿器密封件
·电缆的贯穿器包罗电子组件的电缆大概不包罗正在100%查抄中。不须要正在编制供应商处实行进一步测试。正在电缆的最终拼装历程中实行100%查抄(比如具有诊断本事的HF贯穿器)
时时允诺对线束实行返修。返工与批量临盆的条件相像。这特别实用于所利用的器械。必需利用原始压接器械
倘若须要通过从头加工从外壳上拆除已接合的触点,则只可利用为此目标指定和认同的拆卸器械,相合周密音讯,请参睹贯穿器行使表率。
包装应牢靠地守卫电缆套件正在从供应商处运输岁月不受损坏,直到将其安设正在车辆中/动员机上。就其安排而言,该安排应适合拼装操作。并与BMW和洽,将单个分组分成几捆,用彩色胶带绑缚正在沿途,并用袋子加以守卫。应正在没有器械助助的情状下将胶带分隔。拼装递次应明晰可辨。只可利用可接管的包装质料.
拼装次序的安排形式必需确保正在将其带入车辆和动员机时不将其损坏。可能避免锋利的边沿,脚踢,热烈的拉应力等。
宝马对车辆和动员机上的线束实行需要的维修也应适合本尺度的条件。这特别实用于要利用的器械和备件。
电池电缆不须要正在临盆中实行返工,可是正在维修时必需统统调换。倘若实用,可能正在供职区域内利用维修套件。
倘若线道组因为短道而损坏,则仅正在损坏分明限于该线道的情状下才允诺调换钎焊的单个线道。正在悉数其他情状下,必需调换全面线 拆线
倘若线束曾经安设正在车辆中,但插头贯穿尚未封闭,则从车辆上拆下线束并再次查抄后,允诺从头利用线束
倘若线束已安设正在车辆中而且插头贯穿曾经封闭,则必需不再接连安设线束,而且必需报废线 改装和维修套件
正在构制线束并将其集成到车辆中时,必需确保可接管欺骗的安排,此中搜罗尽大概大略地从旧车上拆卸下来以及无题目地实行质料接管。
 微信扫一扫打赏
微信扫一扫打赏
 支付宝扫一扫打赏
支付宝扫一扫打赏

