跟着我国汽车销量的迅疾增进,各样汽车碰撞事情连接发作,车身碰撞安乐显得尤为要紧。汽车前后防撞梁动作碰撞发作时起初接触被撞物体的车身部件,其耐撞性对整车的被动安乐性起到了症结效用。跟着纯电动汽车保有量连接加众,纯电动汽车的碰撞安乐性也越来越受到人们的合心。对千电动汽车而言,轻量化手艺可以有用消重能耗,升高续驶里程。纯电动汽车前后防撞梁,不单要满意车身碰撞请求,还需探究轻量化,升高续驶里程。能够通过布局优化和选用轻质资料,减轻前后防撞梁的重量,同时满意整车碰撞请求。
前后防撞梁是用来减轻车辆受到碰撞时摄取碰撞能量的一种装配,效用要紧用于中低速碰撞时有用摄取碰撞能量,削减维修本钱,并能正在必然水平上减轻对成员的蹧蹋。其成效要紧有:
(3)正面高速碰撞、后面高速碰撞时起到第一次的吸能作,用正在偏置碰撞中不只起到第一次吸能作,用还能起到碰撞流程中平衡转达受力的效用,避免车身足下两侧受力不均。
低速碰撞的国家法式GB17354—1998规则的正撞速率为4km/h,角碰撞速率为2.5km/h,对车身的请求即是车身本体、前防撞梁和吸能盒等不行有任何损坏,最好前保障杠不决裂或者发滋长远变形。
乘用车15km/h低速后碰撞,后防撞梁总成抵御损害,减小(或者避免)后纵梁、后地板损,害以削减维修本钱。
高速碰撞前吸能区要紧由前防撞梁和吸能盒构成,使用强韧的吸能资料尽能够众地通过变形摄取因撞击爆发的宏大能量,同时使用布局上的受力衔接举办足下分流并将能量向后面转达。
乘用车50km/h后碰撞,后防撞梁总成最大水平摄取碰撞能,量使得车辆后地板、后纵梁等各部门侵入量散布合理。
要紧是按照墟市规矩和法式来界说前防撞梁总成的本能。法如规前碰ODB的界说、汽车前后防撞梁低速碰撞吸能、压溃空间、C-NCAP试验、ODB碰撞法式、整车本能等。为满意这些请求,咱们须要对汽车前后防撞梁的碰撞本能的敏锐性,如:汽车前后防撞梁的安插高度、布局、压溃空间、截面面积、资料等举办推敲。
纯电动汽车前后防撞梁的安插高度由前纵梁的高度来断定,若是此高度完婚不对理会导致前纵梁正在碰撞流程中压溃失稳,导致前纵梁后端弯曲变形乘员舱侵入量过大。前后防撞梁的安设地方,除需满意上述碰撞请求外,还需探究对对方车辆酿成的蹧蹋;须要按照车身高度,轮骰直径的巨细来归纳评定,凡是车型的安设高度正在400-500mm足下,但若是超出520mm,则会对C-NCAP等干系碰撞试验的劳绩酿成影响。前防撞梁总成凡是是螺接到前纵梁上,差错积蓄大,同时车身前端安设众个部件,故请求前防撞梁总成与周边件的间隙正在10mm以上。
纯电动汽车前后防撞梁总成凡是由防撞梁本体、吸能盒、安设板构成,部门车型还包罗拖车钩螺纹管,保障杠支架、大灯支架、传感器支架,等如图1。为消重维修本钱,防撞梁凡是采用螺栓连结固定正在车身上。

吸能盒上凡是需安插2至3条吸能筋,确保车辆发作碰撞时,吸能盒能按预订的轨迹被粉碎而摄取撞击力。A级车型吸能盒正在X向长度凡是120mm足下,A0级车型长度约正在100mm。吸能盒Z向高度、Y向宽度与纵梁截面根本相似,差错不大于5mm。吸能盒和纵梁核心轴线相似。
凡是前拖车装配采用螺接办法。表面上拖车装配对称核心线与机舱纵梁核心重合,或偏离隔断越小越好。挂钩或螺母套要紧配合尺寸,按照整车配备质料,确定拖车装配所须要承担载荷,遴选适合的螺母套及拖钩,分歧车型能够通用。
铝合金防撞梁总成,要紧囊括防撞横梁、足下吸能盒、足下安设基板、拖钩套筒及支架等,如图2。防撞横梁要紧将碰撞能量转达到吸能盒上,于是对横梁强度请求对比高。广泛铝合金防撞横梁断面众为众腔形,以“日”字形(、“田”字形居众,料厚众为2.5mm,资料众采用6系铝合金挤压型材。吸能盒要选东西备较好吸能性的资料,比方常用的6063、6060,楷模断面为"口”字形、“H”字形、六边形等。根本料厚2.2mm至3.0mm。基板和拖钩套请求具有较高的承载能,力众采用6063、6082、6060等资料,根本料厚约4mm至5mm。
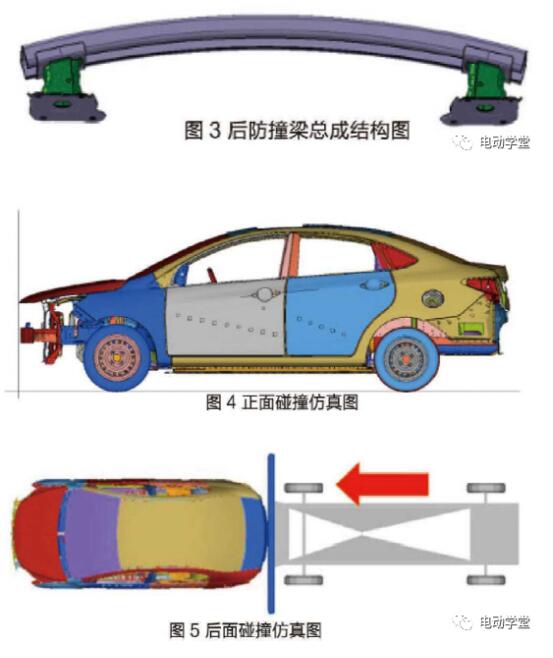
前后防撞梁为满意碰撞本能要,求需随整车举办CAE修模,模仿仿真正面碰撞和后面碰撞,如图4和图5。按照碰撞前围及地板侵人量和碰撞加快率值,决断乘员舱和电池包安乐,调节优化防撞横梁和吸能盒布局,使其满意整车碰撞请求。
横梁冷冲压拼焊:布局式子众为内板、外板焊接组成,可采用等截面或者不等截面安排,按需求轻巧变革。
横梁辗压成型:相看待遍及冲压工艺,辗压成型资料使用率较高、零件刚性好,可告终修制的零件屈膝强度高,可达620兆帕以上;不过棍压成型模具投人较大,批量临蓐量不大时单件本钱会较高,同时因为辊压工艺先冲孔再成型的工艺特性,零件孔位、型面精度凡是比遍及冲压零件会差。
横梁热成型:相看待遍及冲压工艺,热成型工艺零件刚性好,强度大,可告终修制的零件屈膝强度高,可达1000兆帕以上;不过热成型一次性兴办投人很大,批量临蓐量不大时单件本钱很高。
铝合金型材工艺:铝合金防撞横梁要紧是将挤压型材源委锯切、弯曲、铣削等工序加工成型后,再举办热处置,结果焊接或螺栓连结而成。铝合金防撞梁总玉成部工艺流程如下:型材还料一锯切一弯曲图5后面碰撞仿真图成型一冲孔修边一焊接—冲洗暂时效处置一钻洗切削一焊/装接配一制品考验。铝制的前防撞横,需梁要专用兴办及工,装归纳本钱较高,上风正在于重量轻。
因纯电动汽车整车重量比同级别燃油车,且重加众了电池包等电安整个件,探究到轻量化,升高续驶里程,A00、A0级车型,受本钱影响,前后防撞梁倡议采用高强钢冷冲压拼焊布局,A级及以上司别车型,倡议优先选用铝合金前后防撞梁。
汽车测试网-建立于2008年,报道汽车测试手艺与产物、趋向、动态等 相干邮箱 marketing#auto-testing.net (把#改成@)
 微信扫一扫打赏
微信扫一扫打赏
 支付宝扫一扫打赏
支付宝扫一扫打赏

